爆炸焊
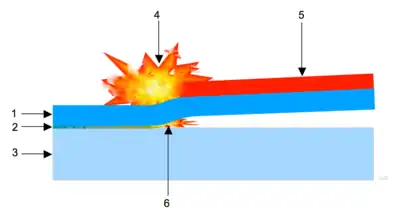
爆炸焊(英語:,EXW)是一種固態焊接方法,其採用爆裂物爆破的方式加速欲焊接材料使其高速撞擊被焊物體以完成焊接。這個焊接方法常用於碳鋼表面抗腐蝕物質(例如:不鏽鋼、鎳合金、钛、锆)的包覆作業。爆炸焊受性質影響,可生產的產品形狀十分有限,以此生產的產品大多為鐵板、管子以及管板。[1]
發展
與其他的焊接方式如電弧焊(在19世紀末已有發展)不同,爆炸焊的發展較晚,到了二戰後才有進展。然而爆炸焊的起源可以追溯到一戰時期,當時人們觀察裝甲上附著的炸彈碎片時發現:碎片不僅僅是插入了裝甲中而已,實際上其和裝甲已被焊為了一體。由於此現象發生時並未出現正常焊接所需的高熱,有關此現象成因的解釋以炸彈碎片受爆炸的作用力影響作結。此現象之後在實驗室試驗中被成功重現,並在不久之後被申請了專利且開始受到應用。
1962年,杜邦公司申請了一項爆炸焊的專利,該專利於1964年6月23日受批准,編號US Patent 3,137,937。[2]其後,出現了用以代稱爆炸焊的商標名稱Detaclad。1996年7月22日,動力材料公司以5,321,850美元(今日相當於919萬美元)的代價取得了杜邦公司的Detaclad技術。
有關非均質金屬板在爆炸焊接時反應的分析模型於2011年架構完成。[3]
優缺點
爆炸焊可用於接合兩種無法以一般方式焊接的金屬。爆炸焊過程不會融化焊接物或被焊物體,而是將兩物體的表層塑化,並使兩物體發生足以產生結合的緊密接觸。這原理與其他的非融合焊接技術如摩擦焊相近。爆炸焊技術可迅速完成大面積的焊接,而且其產生的接合處相當乾淨,因為焊接時兩金屬表面的碎屑等物質會被爆炸給強力地排除。
爆炸焊可用於結合各種彼此相容或不相容的的金屬,可行的金屬組合有超過260種。[4]
爆炸焊的缺點是人員須對爆裂物有廣泛的知識才能安全地操作。使用高爆炸藥前可能需要特殊的政府許可。[5]
參見
- 磁脈衝焊
參考文獻
- Lancaster, J.F. 6th. Abington, Cambridge: Abington Pub. 1999. ISBN 1-85573-428-1.
- . FPO. [12 December 2011]. (原始内容存档于2022-05-03).
- Bisadi, H., Khaleghi Meybodi, M., http://pic.sagepub.com/content/225/11/2552.short%5B%5D
- . [2022-06-12]. (原始内容存档于2022-06-23).
- Health and safety executive. . [25 December 2014]. (原始内容存档于2021-05-16).
- Kalpakjian, Serope; Schmid, Steven R. 5th. Prentice Hall. 2006. ISBN 978-0-13-187599-9.
- 2 8th. American Welding Society.
- . Dynamic Materials Corporation. 2005 [2008-04-28]. (原始内容存档于2008-05-12).
- . Dynamic Materials Corporation. 1997-03-31.
- Young, G. (PDF). Dynamic Materials Corporation. 2004 [2008-04-28]. (原始内容 (PDF)存档于2007-04-11).
- . High Energy Metals, Inc. [2008-04-28]. (原始内容存档于2022-06-18).
- Joshi, Amit. . Metal Web News. 2000-10-02 [2008-04-28]. (原始内容存档于2010-02-09).
延伸閱讀
| 维基共享资源上的相关多媒体资源:爆炸焊 |
- L.R. Carl. (1944). "Brass welds made by detonation impulse". Metal Progress 102-103 46 - brief publication on the explosion welding of metallic plates.
- US patent 3,137,937 G. R. Cowan, J. Douglas, and A. Holtzman, (1960). "Explosive bonding" - published a patent on the explosive welding process (页面存档备份,存于)