輥紋
輥紋,(又稱滾花、滾紋、壓花),為機件表面增加摩擦力或便於持握而特別製成凹凸紋路。這些花紋一般是在車床上用滾花刀滾壓擠件或切削使其表面產生花紋,通常有公制和英制,英制的P值是按每寸多少牙數計算的;公制的P值为每 0.1 一個規格。
樣式

| 类型 | 说明 | 初始直径 |
|---|---|---|
| RAA直纹 | 轴向平行 | -0.5t |
| RBL左斜纹 | 压花辊旋转30° | -0.5t |
| RBR右斜纹 | 压花辊旋转30° | -0.5t |
| RGE左右滚花尖端凸起 | -0.67t | |
| RGV左右滚花尖端缩进 | -0.33t | |
| RKE十字交叉滚花尖端突起 | -0.67t | |
| RKV十字交叉滚花尖端缩进 | -0.33t |
滚花前工件的初始直径必须小于公称直径,因为压花纹过程中,材料移位会使初始直径增大。如欲求加工物輥紋之直徑則應照下列公式:[3]
公式
平行紋:D = n m
交叉紋:D = n m / cos 30°
m / cos 30° 值與模數 m 之對應值
0.2.....0.230 ; 0.3.....0.346 ; 0.5.....0.577
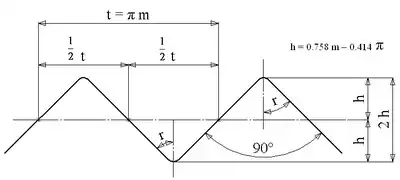
| 模數(m) | 節距(t) | r | h |
| 0.2 | 0.628 | 0.06 | 0.132 |
| 0.3 | 0.942 | 0.09 | 0.198 |
| 0.5 | 1.571 | 0.16 | 0.326 |
圖片
- 一個交叉紋的特寫鏡頭,方法:螺旋角:30 °,距:1毫米,齒形角:90 °。
.jpg.webp) 滾花處理的螺栓手槍
滾花處理的螺栓手槍 單輪滾花刀
單輪滾花刀
 雙輪滾花刀
雙輪滾花刀
參考文獻
- 《工廠實習-車工》,陳天生 著,全威圖書,210頁,1998年,ISBN 957-8955-45-6
- Erisco Industries, Inc., http://www.erisco-wire.com/knurling.php (页面存档备份,存于)
- 《車床工丙級鑑定》,陳其湟 著,全華圖書,106頁
- 《車床工丙級鑑定》,陳其湟 著,全華圖書,97頁
- 《機械設計製造手冊》,全華圖書股份有限公司,ISBN 978-957-21-4069-7
This article is issued from Wikipedia. The text is licensed under Creative Commons - Attribution - Sharealike. Additional terms may apply for the media files.